Perfectly positioned



They make sure elevators arrive at the right floor, gantry cranes are positioned properly, and electric motors can operate at low energy: The rotary encoders from SICK. The foundation for these quality products is laid in the mechanical manufacturing in Donaueschingen – beyond the factory walls, the turning machining is of particularly high quality throughout the entire company.
Since 2002, SICK Stegmann GmbH has been a fully-owned subsidiary and at the same time the largest subsidiary of SICK AG, Waldkirch, which is known for its intelligent sensors and sensor solutions. The rotary encoders from the Donaueschingen-based subsidiary are an important and successful segment of the Group's range of products.
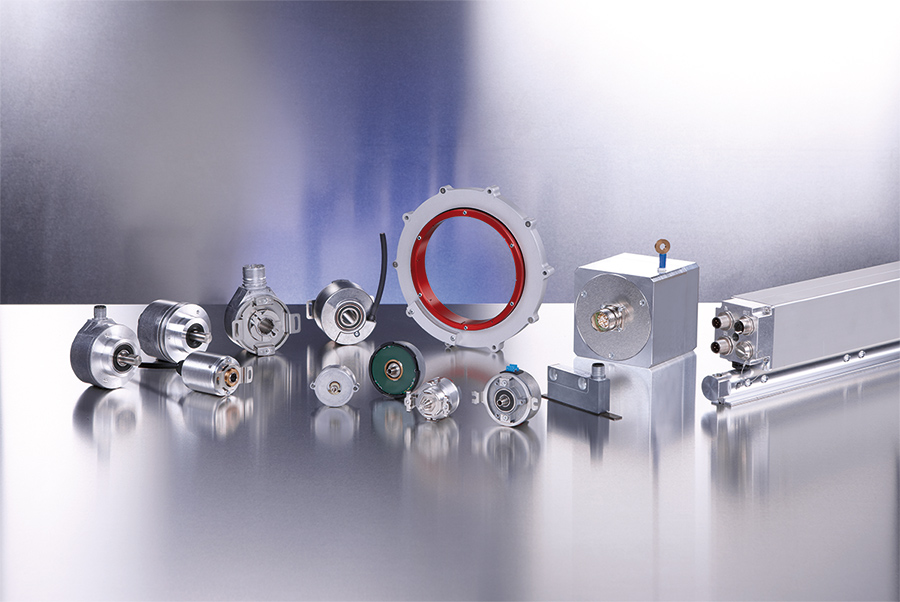
The SICK Stegmann motor feedback systems are used in electric motors worldwide to measure the speed, on the one hand, and detect the position of the motor shaft, on the other hand. The extremely fast data transfer between the motor feedback system and the speed controller ensures smooth elevator motion, for example, or mirror-smooth surfaces and edges on workpieces from machine grinding processes. They also enable the high-precision motions of manufacturing robots. And when it comes to precise position detection in industrial automation – for distances, positions, and angles – encoders from SICK Stegmann are often the first choice. Their resolution is in the micrometer range for distance measurements and in the range of a few thousandths of a degree for angle measurements. This allows them to control machines and system components of all types with high precision.
High-quality in-house manufacturing
The foundation for the high quality of SICK Stegmann products lies in the mechanical manufacturing. Markus Mucha, Head of Production and Facility Management, explains: “We machine all of a rotary encoder's components that determine its accuracy in-house. We only use external suppliers to deal with bottlenecks. Since we achieved an enormous rise in CNC machining productivity in recent years, however, this is rarely necessary.” Commensurate with the wide variety of motor feedback systems and encoders, a number of different shafts, flanges, and housings have to be machined, as illustrated by Markus Mucha: “We have both small production runs of 10 to 50 pieces as well as large runs with 300,000 parts per year. Around 80% are made of stainless steel and aluminum.”
As the end product, “rotary encoder,” indicates, most of the workpieces are round parts, which points to machining on turning machines. Roland Burghart, Head of Machining Manufacturing at SICK Stegmann, explains: “We rarely have purely milled parts. We use our milling machines almost exclusively for subsequent machining of turned parts. But even this use case is rarer and rarer with the complete machining on our TRAUB turn-mill centers.”
Turning and milling on a single machine
Complete machining is an important subject for the Head of Production, Markus Mucha, when it comes to increasing the productivity of CNC manufacturing. In this regard, he was able to make considerable progress together with the workshop team around Roland Burghart. The pool of machines played a significant role in the process. These are dominated by turning machines manufactured by TRAUB, with which SICK Stegmann has long been maintaining a partnership. Roland Burghart, having already worked there for more than 40 years, remembers cam-controlled machines from the Reichenbach-based manufacturer from his apprenticeship period in the hall: “The quality of the machines was even impressive back then. However, our new TRAUB sliding and fixed headstock lathes deliver performance that brings true joy to a machinist.”
The ten turning machines at SICK Stegmann include five TRAUB swiss type lathes from the TNL series, and three TRAUB TNX65/42 turn-mill centers. “We have continuously upgraded our fixed headstock turning range with the three latter machines since 2011, and we have another order pending,” declares Markus Mucha. “With this machine type, we can machine up to a diameter of 65 mm from the bar and cover more than 90% of our tasks in the fixed headstock turning range.” There are currently around 200 different articles machined on the TNX65/42 “Most of these are fully machined,” highlights the Head of Production. “The live tools perform the required milling operations perfectly so our parts come out of the machine completely finished, they go to the washing system, and then they go directly to assembly. In the end, we profit from the shorter idle periods and setup times, as well as the reduced manufacturing costs. In the process, the quality from not having to change machines is even better than with subsequent machining on a turning and milling machine.”
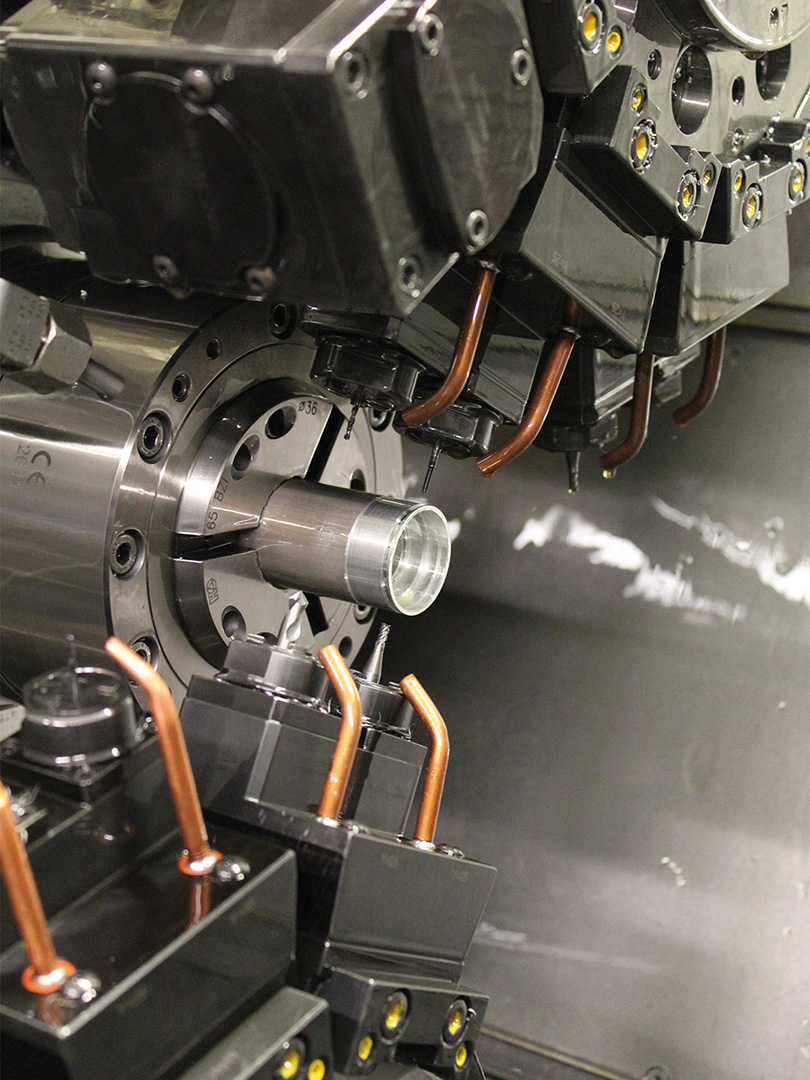
Versatile turn-mill center
The TRAUB TNX65/42 is a turn-mill center designed to be modular, compact, and low-vibration with a generously sized work area. The 60° incline on the bed ensures good accessibility and chip removal. The machine can be equipped with two, three, or even four tool carriers, or even with a milling unit with two tool carriers. The CNC specialists at SICK Stegmann decided on the three-turret variant – but “fully equipped” as noted by Roland Burghart. “Every turret has an independent Y axis, and each of the respective ten stations can be equipped with live tools. A 3-m bar loader supports automated material replenishment.”
All three of the tool carriers can be used at both identical spindles of the TNX65/42 simultaneously and independently. They achieve high accuracy and geometry/position tolerances for their machining results. Due to the quality requirements, the machining uses oil as the cooling lubricant, which has also proven itself, according to Roland Burghart, in the achieved surface quality and tool lives. Every turning machine at SICK Stegmann is also equipped with a cooling lubricant temperature control.
“IT6 tolerances are not a problem for my CNC team,” says the Head of Machining Manufacturing, who thinks the world of his employees: “We work in three-shift operation from Sunday evening to mid-day Saturday, and thus always have qualified individuals available at any time – day or night – to program, setup, and troubleshoot any of the machine groups. As a result, we do not experience long standstill times.”
The person in charge of CNC considers it a significant advantage that all of his TRAUB machines use the same control concept. This means that every machine operator is well versed in the details of programming every machine, and can tease out the final seconds of optimization, which can ultimately be seen in the achieved increase in productivity.
Increased productivity
A solid example of this is the motor feedback system, HIPERFACE®, a SICK Stegmann product that sells at large volumes. Around 300,000 aluminum housings, which exist in four variants, are produced throughout the year in Donaueschingen. Four years ago, the production of half of the housings had to be contracted out to an external service provider. With the new turn-mill centers and the associated optimizations, the CNC department is able to manufacture all of the housings in-house – without having to significantly expand the machine capacity.
The utilization of CNC machining has increased in the process, because the team around Roland Burghart has since developed a reputation as turning specialists in the Group. This had led SICK Stegmann to also machine products for other units in the Group. These are mostly outside of the traditional spectrum of parts, made of stainless steel, titanium, or Hastelloy, and pose a significant challenge, as the Head of Production explains: “Even if some of these jobs make us sweat, we have been able to find a solution for all of them so far. That is definitely a source of pride for us.”
The turning specialists elicit the maximum potential of their machines. For example, they now manufacture gears on the TNX65/42 and the swiss type lathe using hobbing, which significantly reduces the cycle time. Before, the parts were sent out for gear cutting after the turning.
Roland Burghart's team does not shy away from forging new paths either. They recently started using a rolling head on the TNX65/42 to machine threading for a new SICK product. Markus Mucha affirms the success: “Our Group customers were so happy with the quality and costs that we are now the second supplier for this part alongside a renowned turned parts manufacturer.”